
使用清管系统回收食用油的案例研究

案例分享- 天凯生物
Hyperfore的清管工程团队以及我们的卫生清管系统与解决方案,帮助中国一家DHA藻油制造商减少浪费、提升生产效率与盈利能力,同时保持可持续发展。
摘要
瀚海峰为安徽天开生物科技公司实施了一套自动化清管系统。该客户生产用于DHA制造的原料油,这是一个典型的“单一源罐到多个目标罐”的项目。我们的清管系统和解决方案可将管道内残留的物料从一个生产车间输送至五个室外目标罐。整个项目具有极高的性价比,我们的工程与清管服务质量也非常出色,客户对此非常满意
安徽天凯生物简介
天凯生物科技公司成立于2007年,位于中国南京,是中国较早从事多不饱和脂肪酸生物技术生产的企业之一。其主要产品包括DHA、ARA、OPO、功能性乳清蛋白、益生菌和阿洛酮糖等,这些产品广泛应用于食品工业的多个领域。
项目背景
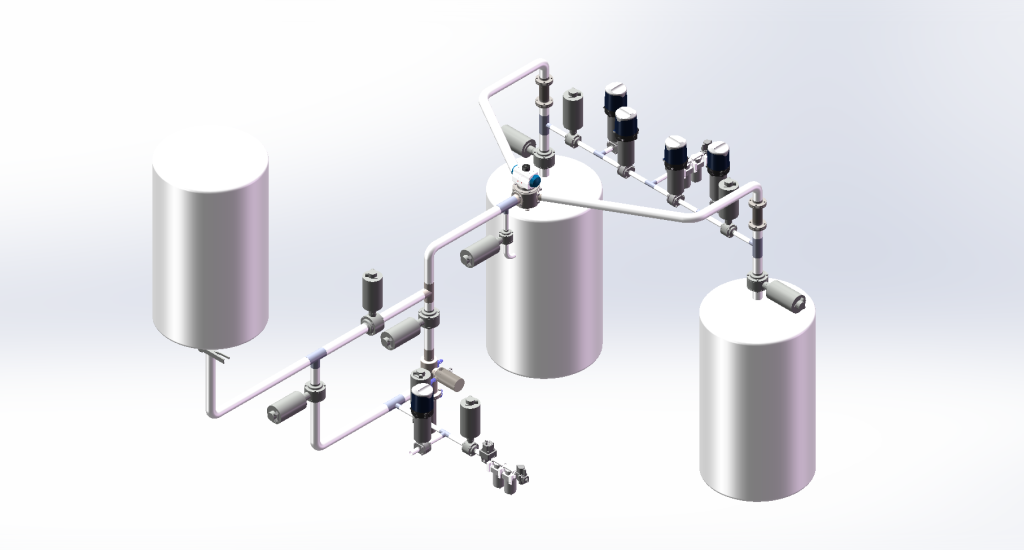
我们的客户是一家生产DHA藻油的制造商,这种原料油也是一种食用油。其生产流程是:油从脱臭塔出来后,通过五条管道输送至车间外的五个目标罐。这是一个逐罐输送的过程,并非同时进行。当一个罐体灌满并关闭该管道后,油再被输送至下一个罐体,如此循环,直到车间外的五个罐体全部灌满。如果生产线未进行升级,支管中的所有油料都将被浪费,造成损失。同时,管道中残留的油料会变质,甚至污染其他产品,带来风险。为了避免原料油浪费和产品污染,客户决定安装清管系统。经过对各供应商的专业性和经验进行比较后,最终选择了瀚海峰。

Our Solution and Project Implementation
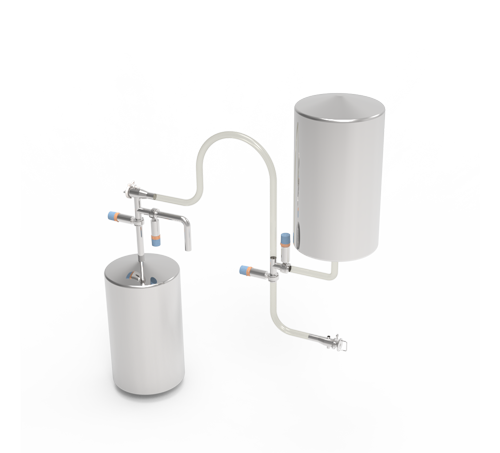
如果我们使用五个发射站,那么发射器前管道中的原料油将会被浪费。因此我们选择使用三通分流阀来替代发射站。这是一个“单一源罐到多个目标罐”的清管项目。为了帮助客户节省成本,同时尽可能多地回收产品,我们推荐了以下设备:一个发射站、五个接收站、四个可清管的三通分流阀、3D弯头。发射站与接收站之间的距离约为100米,管道内径为2英寸,考虑到距离较长,我们建议使用两套清管器速度控制器。
工艺特点
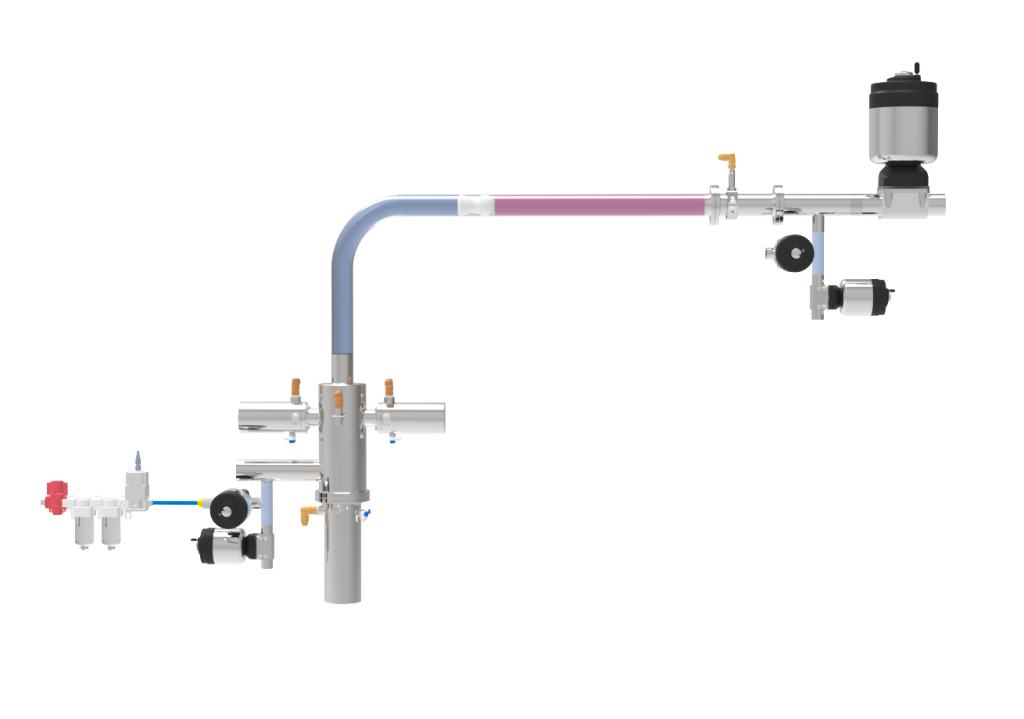
在生产过程中,产品不会经过发射器,从而避免了残留油料滞留在发射器腔体内。这一设计有效缓解了客户的顾虑,因为客户担心发射器若残油过多将难以彻底清洗。三通分流阀的功能是:当某一管道正在输送油料时,其他管道处于关闭状态,从而降低了产品损失的可能性。其次,与手动操作的分流面板相比,可清管的三通分流阀更加灵活高效,采用自动化控制,无需人工干预,也大大减少了人为操作失误的风险。该阀门具备自清洁功能,无需拆卸即可完成清洗。
现场安装说明
客户的安装团队此前没有清管系统安装经验,起初在施工过程中出现了一些问题。管道焊接质量不佳,焊接口存在不平整和错位现象。我们的工程师指导工人重新焊接主管道,尤其是清管器经过的部分。另一个问题是,客户原计划将发射站安装在车间二楼,但该位置并不合适。经过现场勘察,我们说服客户改变方案,将发射站安装在一楼。因为我们的发射器必须垂直安装,清管器在启动时需要向上运行。
自动化调试及培训
瀚海峰的自动化工程师到现场完成了信号线与设备、信号线与电控柜的连接。随后进行了IO测试,测试通过后,生产线注入水进行生产模拟测试,最后完成了产品测试。调试成功后,我们对客户操作人员进行了HMI界面上的清管系统使用培训,并提供了包含标准操作流程(SOP)和清管系统工艺的操作手册供参考。最终,所有操作人员都能够熟练使用清管系统
项目结果
在整个产品回收系统项目中,瀚海峰团队始终展现出高度的专业精神和良好的服务态度。100米管道的内部容量为0.18立方米,约为162公斤。该管道每天生产两批次,约为324公斤。也就是说,使用我们的卫生清管系统后,每天可节省324公斤原料油。在实施清管解决方案前后,有多个方面值得对比:生产效率显著提升,产品浪费减少,管道清洗变得更加容易;同时,CIP清洗剂的使用量减少,污水处理量显著降低,从而实现了环保目标。客户对项目成果非常满意
常见问题
相关文章
瀚海峰从专业角度介绍了清管技术的相关信息。例如,我们向读者讲解了卫生清管系统的优势、其适用的行业,以及该系统如何帮助制造商在最短时间内实现成本节省。






相关案例
瀚海峰已为不同行业的客户提供清管解决方案,并实施了众多清管系统案例,例如食品行业清管系统案例、锂电池浆料清管系统案例、中药(制药)清管系统案例等。




